
















通过数控系统自带电子齿轮箱(EGB)功能,及自主开发的滚齿机软件,直接填表式输入滚刀、工件及相关工艺参数进行加工。
主要适用于加工各类直齿、斜齿,蜗轮、鼓形齿等。
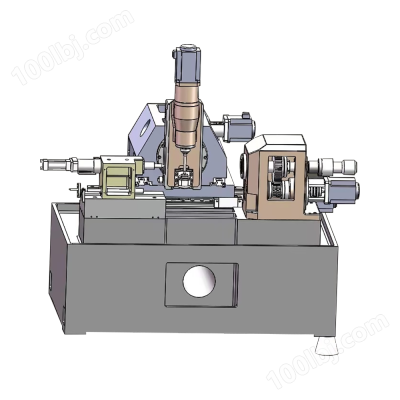
加工2.5模数,直径100mm的齿轮
机床整体刚性强,精度稳定,
可进行高速油切和硬齿面二次加工,
适用于电动工具,小型减速机,智能家居等小模数齿轮的加工。
标配六轴四联动,
·四个联动轴为:B轴、C轴、X轴、Z轴;
·选配桁架式自动上下料机构
·工件主轴选配直驱方案
YK3610机床参数 | ||
加工工件直径 | 100mm | |
加工模数 | 2.5m | |
最多控制轴数 | 6轴 | |
Z轴行程 | 260mm | |
刀具回转角正负 | 45° | |
主电机功率 | 4.4kw | |
滚刀安装直径*长度 | φ60*70mm | |
窜刀行程 | 60mm | |
滚刀转速(B轴) | 2500rpm/min | |
工作台转速(C轴) | 500rpm/min | |
机床重量 | 4000kg | |
序号 | 标准配置 | 备注 | |
1 | 数控系统 | 海德盟 | 选配西门子,发那克 |
2 | 滚齿软件 | 海德盟 | |
3 | 伺服电机 | 日本安川 | |
4 | 自动排屑机 | 国产 | |
5 | 工装夹具1套 | 自制 | |
6 | 刀杆2根 | 自制 | φ13,φ16 |
7 | 丝杆导轨 | 中国台湾 | |
8 | 其他低压电器 | 施耐德及其它 | |
选配附件 | ||
1 | 去毛刺装置 | 自制 |
2 | 二次对刀 | 自制 |
3 | 油污分离器 | 国产 |
4 | 工件夹具 | 自制 |
序号 | 品名 |
1 | 产品合格证书 |
2 | 机床操作说明书 |
3 | 电气原理及接线图 |
4 | 数控系统说明书 |
5 | 工装1组 |
6 | 刀杆(φ13、16)2根 |
卧式滚齿机的数控机床选用敞开式运动操纵卡驱动各轴电动机,充分发挥了数控机床软件上软,硬件配置的优点,丰富多彩开发工具。硬件电路由外部设备,信号转换电源电路和辅助电路构成,产生一个完整的简易CNC系统软件,进行一系列作用,比如程序流程键入与处理,表明和电机驱动器。
1、竖直走刀滚珠丝杠上方液压缸密封毁坏,有漏油,汽压过低,造成刀台竖直走刀不稳,有爬取。
2、液压油不清理或者有废弃物,将减压阀瞬间卡死,造成汽压不稳,导致数控滚齿机啃齿。
3、刀台立杆滑轨塞铁调节不合理。
4、竖直走刀滚珠丝杠推力球轴承严重损坏,或空隙太大。
5、数控滚齿机端铣刀主轴轴承2个推力球轴承有毛边凸边或咬坏或晃动过多。
6、端铣刀主轴轴承上锥齿轮时〈20/60)和小斜传动齿轮里的齿轮轴对牙齿咬合空隙太大。




 网站客服
网站客服
