无锡浩普科技有限公司

无锡浩普科技有限公司
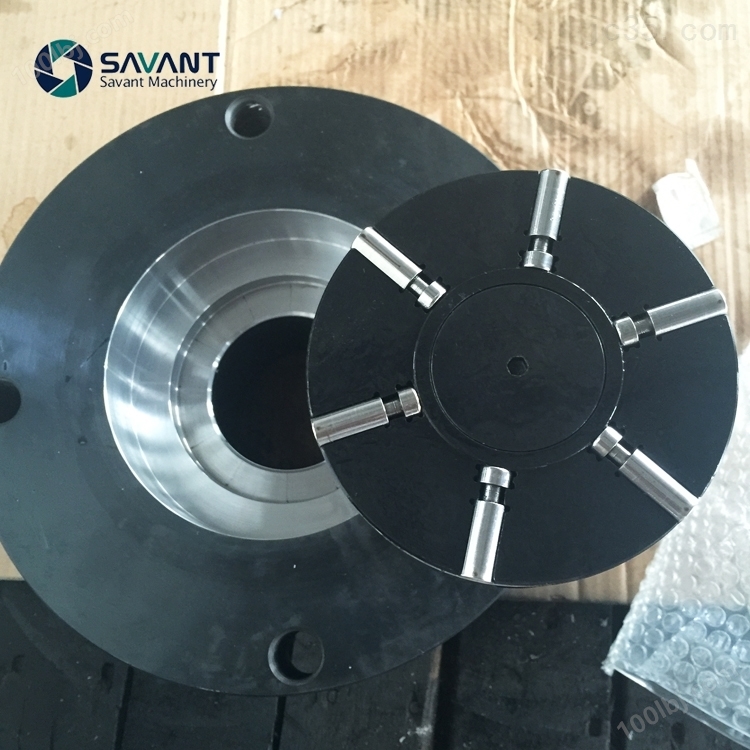
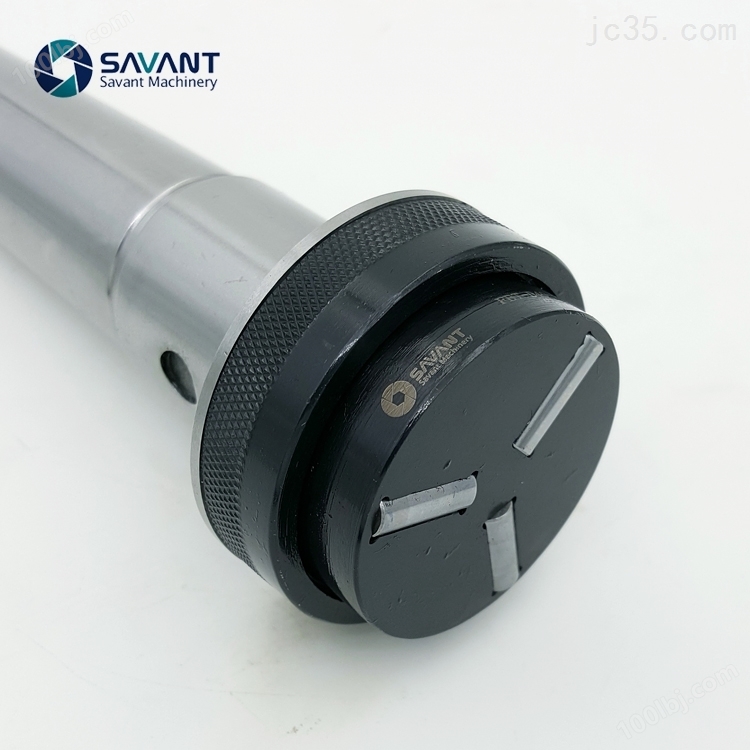
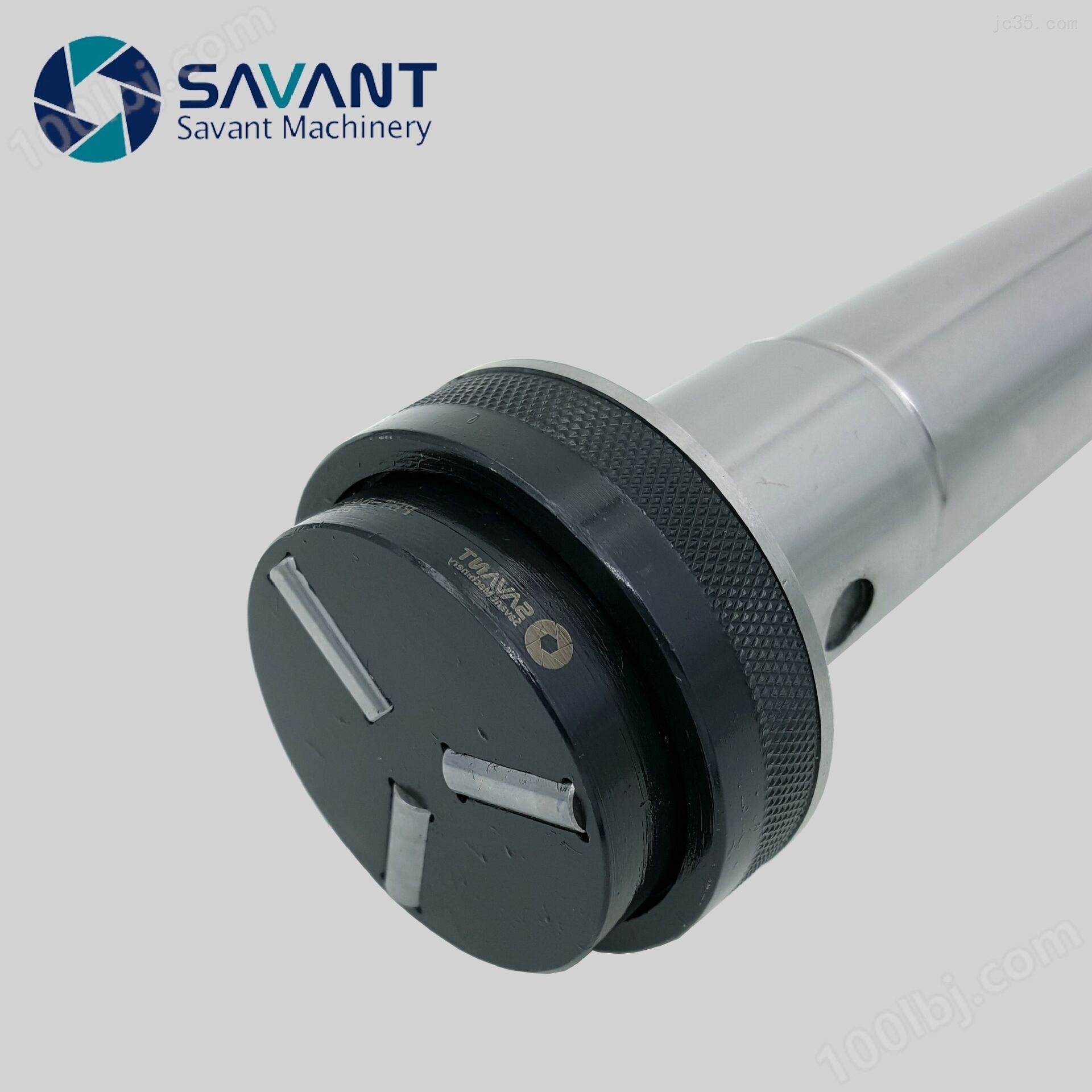
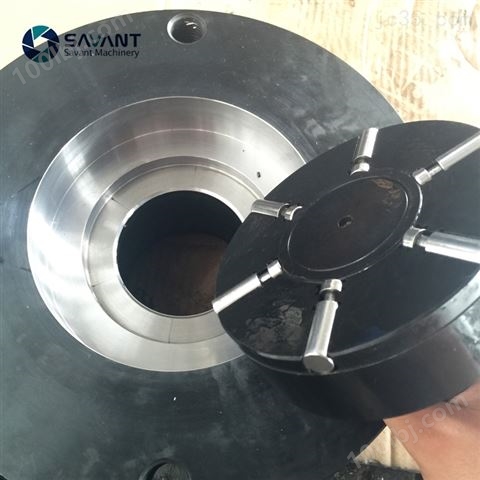
赛万特平面对接型滚光刀滚压头挤光刀由一个固定在刀体上的滚针对工件表面进行滚动挤压,当作用力超过材料屈服点时,则工件表面微观凸起会产生流动,填入到相邻的凹谷中,使金属表面粗糙度降低,同时也提高了金属表面的耐磨性。
赛万特平面对接型滚光刀滚压头挤光刀
非标定做,咨询客服

工具的维护与保养:
1、滚针的更换: 把工具头部螺丝卸下,滚针从保持套内取出即可。(滚针型号必需与保持套相符)
2、保持套的更换: 同样的方法卸下保持套螺帽,取下保持套更换。
3、轴承的更换: 卸下保持套螺帽,松动轴承固定螺丝,取下轴承。(轴承型号必须与工具配套)
4、由于滚压头加工时产生微小粉尘,要保持工具工作部位的清洁,润滑。经常清洗清理滚针与保持套、轴承之间的积物。
5、润滑液循环使用时,请使用过滤装置.过滤器的过滤网与精密加工表面的粗糙相对应,建议使用5-40um.
加工原理:
由一个固定在刀体上的滚针对工件表面进行滚动挤压,当作用力超过材料屈服点时,则工件表面微观凸起会产生流动,填入到相邻的凹谷中,使金属表面粗糙度降低,同时也提高了金属表面的耐磨性。
加工方法:
平面滚光工具与立铣加工方式相同,横向移动加工,无加工宽度限制,工具须装夹在铣床上使用。
平面、端面加工用镜面加工工平面滚压刀是圆形平端面加工用工具。适合用于接头凸缘面的超精加工。可制作的小直径为2mm。
使用驱动机: 钻床、钻削动力头、车床、加工中心
滚压头SF型用途举例
注意事项:
1、为了获得合理的滚压余量,应根据工件本身情况(主要是材质、硬度、滚压前表面的粗糙度)有所选择。故批量加工前应试加工2-3件,求出滚压值。
2、选择清洁的低粘度冷却润滑油,(供参考)
材料 | 涧滑油 | 比例 |
钢件 | 机油加柴油 | 3:7 |
铝件 | 机油加煤油 | 3:7 |
铜件 | 32#变压器油 | |
铸件 | 机油加柴油 | 3:7 |
3、工件必须有足够的壁厚,若壁太薄,应在减少壁厚之前滚压。或有一个型架来支撑内部或周边。
4、滚压部位不宜有较深的刀痕,刀纹应均匀、松弛。


赛万特平面对接型滚光刀滚压头挤光刀
您感兴趣的产品PRODUCTS YOU ARE INTERESTED IN
百分零部件网 设计制作,未经允许翻录必究 .
请输入账号
请输入密码
请输验证码