欢迎: | 您已成功登录: 进入管理 退出登录 收藏该商铺
行业产品
浙江巨海工具厂
通用轴承 专用轴承 轴承配件 轴承加工设备 轴承检测仪器 其它轴承
链条 加工设备 其它传动件
紧固件加工设备 检测仪器 其它紧固件
弹簧分类 减震器 弹簧机 弹簧检测及辅助 其它弹簧|减震器
换热设备 自动化控制 传感器 其它相关部件
泵 阀门 管件 其它泵阀管件
风机 压缩机 其它风机|压缩机
工业电器 电机|减变速机 其它电机|电器
其它液压元件
其它气动元件
密封胶 填料密封 橡胶密封 机械密封 密封材料 其它密封件
发动系统 制动系统 车身及附件 车灯 传动系统 车用仪表 轮胎 电源点火系统 行走系统 冷却系统 转向系统 电子电气系统 汽车横向件 保养设备及用品 汽车检测/维修设备
油嘴|喷嘴 辊轴 冲压件 工业皮带 索具 刃具 磨具磨料 其它零部件产品
产品型号
品 牌
厂商性质生产商
所 在 地台州市
百分零部件网采购部电话:0571-88918531QQ:2568841715
联系方式:查看联系方式
更新时间:2022-03-20 11:40:00浏览次数:356次
产品分类 品牌分类
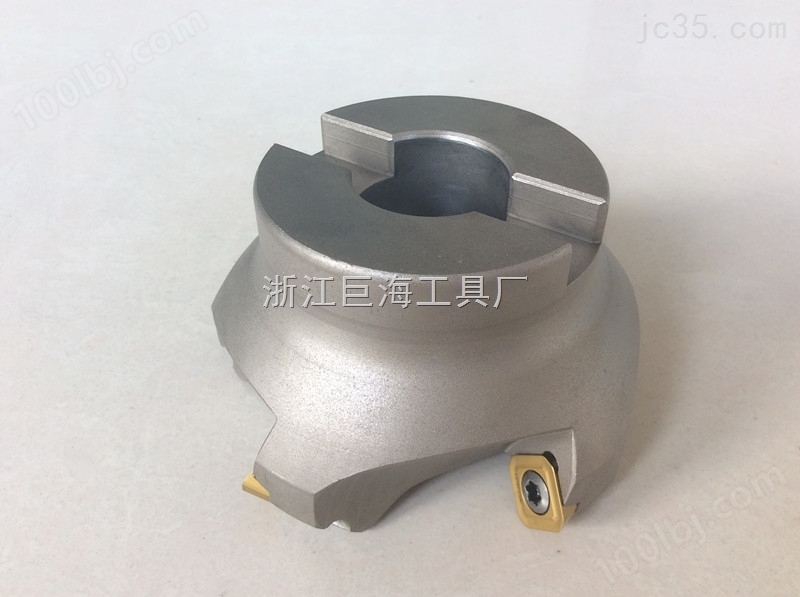
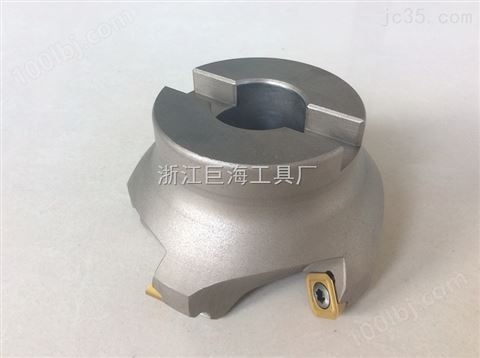
加工中心铣刀盘
大直径铣刀盘
铣刀盘
铣刀杆
全部产品列表
经营模式:生产厂家
商铺产品:75条
所在地区:浙江台州市
联系人:林义 (经理)
加工中心铣刀盘采用后楔块压紧,结构简单,轴向定位可调;切削轻松,抗震性能好,排屑畅快。适用于中低碳钢、不锈钢、钛合金、铸铁件等材料的平面或台阶铣削加工。
侧铣刀盘的使用方法铣刀的装夹加工中心用铣刀大多接纳弹簧夹套装夹方式,使用时处于悬臂形态。正在铣削加工过程中,有时可能出现铣刀从刀夹中逐步伸出,以致完整?失落,以致工件报废的景象,其缘由一般是由于刀夹内孔与铣刀刀柄外径之间存正在油膜,形成夹紧力不敷所致。铣刀出厂时一般都涂有防锈油,假如切削时使用非水溶切削油,刀夹内孔也会附着一层雾状油膜,卖刀柄和刀夹上都存正在油膜时,刀夹很难牢固夹紧刀柄,正在加工中铣刀就造成松动和失落。所以正在铣刀装夹前,应先将铣刀柄部和刀夹内孔用清洗液清洗洁净,擦干后再进行装夹。当铣刀的直径较大时,即使刀柄和刀夹都很干净,还是可能发生失刀事故,这时应选用带削平缺口的刀柄和相应的侧面锁紧方式。铣刀夹紧后可能出现的另一问题是加工中铣刀正在刀夹端口处折断,其缘由一般是由于刀夹使用时间过长,刀夹端口部已磨损成锥形所致,此时应更换新的刀夹。铣刀的振动由于铣刀与刀夹之间存正在微小间隙,所以正在加工过程中刀具有可能出现振动景象。振动会使铣刀圆周刃的吃刀量不均匀,且切扩量比原定值增大,影响加工精度和刀具使用寿命。但当加工出的沟槽宽度偏小时,可以有目的地使刀具振动,经过增大切扩量来获得所需槽宽,但这种情况下应将铣刀的大振幅正在0.02mm以下,否则无法进行稳定的切削。正常加工中铣刀的振动越小越好。当出现刀具振动时,应考虑降低切削速度和进给速度,如两者都已降低40%后仍存正在较大振动,则应考虑减小吃刀量。如加工零碎出现共振,其缘由可能是切削速度过大、进给速度恰恰小、刀具零碎刚不敷、工件装夹力不敷以及工件外形或工件装夹要领等要素所致,此时应接纳调解切削用量、添加刀具零碎刚度、进步进给速度等措施。铣刀的端刃切削正在模具等工件型腔的数控铣削加工中,当被切削点为下凹部分或深腔时,需加长铣刀的伸出量。假如使用长刃型铣刀,由于刀具的挠度较大,易孕育发生振动并导致刀具折损。因此正在加工过程中,假如只需刀具端部相近的刀刃参加切削,则选用刀具总长度较长的短刃长柄型铣刀。正在卧式数控机床上使用大直径铣刀加工工件时,由于刀具自重所孕育发生的变形较大,更应非常注重端刃切削超卓出现的标题。正在务必使用长刃型铣刀的情况下,则需大幅度降低切削速度和进给速度。切削参数的选用切削速度的挑选主要取决于被加工工件的材质;进给速度的挑选主要取决于被加工工件的材质及铣刀的直径。国外一些刀具生产厂家的刀具样本附有刀具切削参数选用表,可供参考。但切削参数的选用同时又受机床、刀具零碎、被加工工件外形以及装夹方式等多方面要素的影响,应凭据实践情况适卖调解切削速度和进给速度。当以刀具寿命为优先考虑要素时,可适当降低切削速度和进给速度;当切屑的离刃情况欠好时,则可适当增大切削速度。切削方式的挑选接纳顺铣有益于防御刀刃掩护,可进步刀具寿命。但有两点需求注重:①如接纳普通机床加工,应想法消弭进给机构的间隙;
您感兴趣的产品PRODUCTS YOU ARE INTERESTED IN
整体硬质合金螺纹铣刀 挤压丝锥
宏利锋 T2139M球型精铣刀
泰珂洛 东芝数控铣刀铸铁加工ONMU0705ANPN-ML AH120
不等分U型槽铣刀|U型槽铣刀开粗神器
粗齿立铣刀
深沟微小径铣刀厂家优势批发
昆铣*磨刀机
单刃高光钻铣非标复合刀具
平底铣刀
供应铣刀片 铣刀片
百分零部件网 设计制作,未经允许翻录必究 . Copyright(C) 2021 https://www.100lbj.com,All rights reserved.
请输入账号
请输入密码
请输验证码
(空格分隔,最多3个,单个标签最多10个字符)
请输入你感兴趣的产品
请简单描述您的需求
上传附件
请选择省份
我们将在第一时间联系您
手机+验证码登录采购后台
请勿重复留言!
联系方式
采购或询价产品,请直接拨打电话联系
联系人:林义