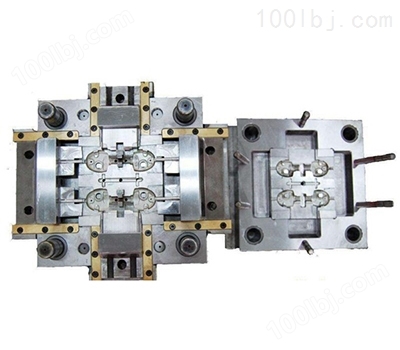
当前位置:霸州市畅行五金制品有限公司>>注塑模具>> 注塑模具生产
注塑时间通常分为两个部分: 螺杆位移时间(即通常所说的模具填充时间)和 螺杆保压时间(即模具保压时间)。
螺杆位移时间是熔化的热塑性塑料填充模具至百分之九十五至百分之九十八的时间。对大多数注塑件来说,这个时间是 3 秒或更少些,更典型的是用0.4 至1.5 秒的填充时间。然而生产高质素的注塑件可能需要多于3 秒的时间。这种性质的注塑与光学工业有关;如镜片、仪表板和三棱镜等,或生产计算机外壳和小汽车挡板的电子和自动工业有关。

模具填充时间缓慢常常是模具设计不良所导致的,如尺寸错误的进料系统或位置不正确的浇口。如果是这种情况,应修改模具以获得适当的填充时间。正确的保压时间使模具有零件重量和模具收缩、良好机械特性和表面精度、尺寸和稳定性以及注塑件内出现沉降或空洞的较少可能性。因此,应对每个塑料、模具、注塑机组合的保压时间时行精准的计算。
请输入账号
请输入密码
请输验证码
扫一扫访问手机商铺
以上信息由企业自行提供,信息内容的真实性、准确性和合法性由相关企业负责,百分零部件网对此不承担任何保证责任。
温馨提示:为规避购买风险,建议您在购买产品前务必确认供应商资质及产品质量。










 百分零部件网
百分零部件网