宁波迈铠伦智能科技有限公司

宁波迈铠伦智能科技有限公司
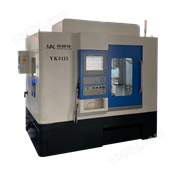
机床介绍:通过数控系统自带电子齿轮箱(EGB)功能,及自主开发的滚齿机软件,填表式编程输入滚刀、工件及相关工艺参数进行加工机床整体刚性强,精度稳定,可进行高速干切、油切和硬齿面二次加工,为用户快速提升加工效率
机床介绍:
通过数控系统自带电子齿轮箱(EGB)功能,及自主开发的滚齿机软件,填表式编程输入滚刀、工件及相关工艺参数进行加工
机床整体刚性强,精度稳定,可进行高速干切、油切和硬齿面二次加工,为用户快速提升加工效率。
本机加工4模数,直径180mm的圆柱齿轮,
适用于汽车齿轮,减速机,链轮,涡轮,摩托车等齿轮的加工。
本机标配五轴四联动,
五个数控轴为:
B-滚刀主轴
C-工件主轴
X-径向进给
Y-切向进给
Z-轴向进给
·四个联动轴为:B轴、C轴、X轴、Z轴;
·可选配第六轴 A轴 刀架摆角度
·工件主轴选配直驱电机方案
YK3118机床参数 | ||
加工工件直径 | 180mm | |
加工模数 | 4m | |
控制轴数 | 标配5轴 | 选配6轴(A轴) |
Z轴行程 | 360mm | |
刀具回转角 | ±45° | |
电机总功率 | 15kw | |
滚刀安装直径*长度 | φ70*80mm | |
滚刀窜刀行程 | 100mm | |
滚刀中心到工作台端面距离 | 450mm | |
工作台端面直径 | 180mm | |
滚刀转速(B轴) | 2000rpm/min | |
工作台转速(C轴) | 400rpm/min | |
机床重量 | 6000kg | |
机床外形尺寸(长×宽×高) | 2200×1680×2500mm | |
序号 | 标准配置 | 备注 | |
1 | 数控系统 | 海德盟 | 选配西门子,发那克 |
2 | 滚齿软件 | 海德盟 | |
3 | 伺服电机 | 日本安川 | |
4 | 自动排屑机 | 国产 | |
5 | 工装夹具1套 | 自制 | |
6 | 刀杆2根 | 自制 | φ13,φ16 |
7 | 丝杆导轨 | 中国台湾 | |
8 | 其他低压电器 | 施耐德及其它 | |
选配附件 | ||
1 | 去毛刺装置 | 自制 |
2 | 二次对刀 | 自制 |
3 | 油污分离器 | 国产 |
4 | 工件夹具 | 自制 |
序号 | 品名 |
1 | 产品合格证书 |
2 | 机床操作说明书 |
3 | 电气原理及接线图 |
4 | 数控系统说明书 |
5 | 工装1组 |
6 | 刀杆(φ13、16)2根 |
传统式考量齿轮传动的性能2个关键因素是:负载能力和疲劳寿命,通常将传动噪声与传动精度忽略掉。
伴随着ISO14000、ISO18000二项标准的陆续施行,操纵自动式高速滚齿机齿轮传动噪声这一要素的必要性日趋显著,产业发展与需求对高精密设备的传动偏差的需求也越来越严格(齿轮传动侧隙)。
现阶段已知的齿轮噪声产生要素,大概可在设计方案、生产制造、组装、应用维护保养等几个方面剖析。
设计方案缘故及防范措施:1.齿轮精度级别齿轮传动系统设计时,设计师通常从经济因素考虑到,尽量较为经济的明确齿轮精度级别,却不知道精度级别是齿轮造成噪声级别与侧隙的标识。国外齿轮生产制造协会曾根据大量齿轮科学研究,明确高精度级别齿轮比低精度等级齿轮所产生的噪声要小得多。因而,在条件允许的情况下,精密高速滚齿机厂应尽可能提升齿轮的精度级别,来减少齿轮噪声,降低传动偏差。2.齿轮总宽在齿轮传动系统容许时,提升齿宽,能够减少稳定扭距中的企业负载。

您感兴趣的产品PRODUCTS YOU ARE INTERESTED IN






百分零部件网 设计制作,未经允许翻录必究 .
请输入账号
请输入密码
请输验证码