昆山艾博机器人股份有限公司

昆山艾博机器人股份有限公司
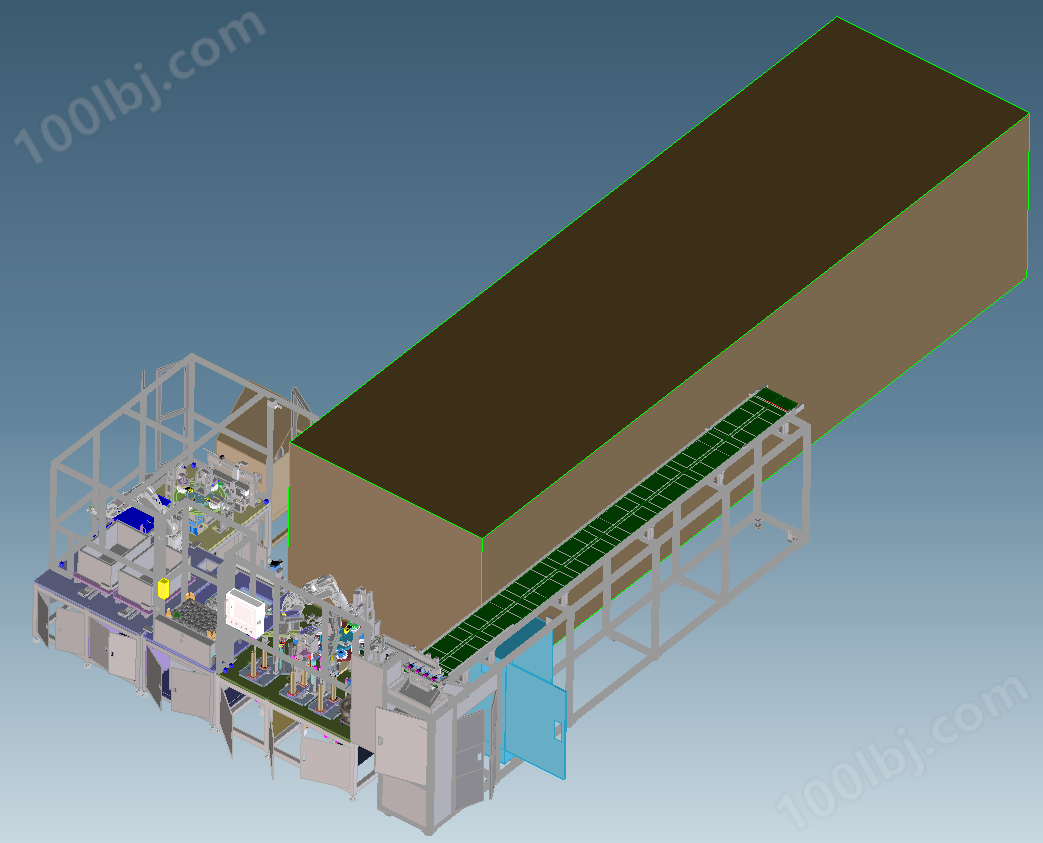
实现瓶盖、密封圈、堵头自动组装、气密性检测
实现瓶盖、密封圈、堵头自动组装、气密性检测。 饮料行业 3C行业 制造印刷行业
2、堵头通过振动盘输送至抓取料口,机器人A手抓顶针带起堵头,并将其组装完成后分割器顺时针旋转至下一工位。
3、O型圈通过旋转料仓上料,搬运机械臂抓取O型圈,然后将其放置于产品底座上方内(黑色),分割器顺时针旋转至下一工位。
4、分割器顺时针旋转至下一工位,组装白色O型圈,动作与上一工序相同,分割器顺时针旋转至下一工位。
5、旋转搬运臂将分度盘载具内的底座搬运至压合模组,同时将压合好的底座放置于载具上(压板下压,载具下方气缸顶起,将O型圈组装至底座内),分割器顺时针旋转至下一工位。
6、检测模组对组装完毕的产品进行漏装检测,检测完毕后机器人B将瓶盖拧入底座并将其放入气缸移载模组,流入机器人C位置,机器人C负责瓶嘴组装,随后伺服搬运臂对产品进行码盘处理。
2 采用振动盘上料的方式
3 通过旋转料仓搬运机械臂,可高效的抓取O型圈



食品行业 粮食行业 水泥行业 


您感兴趣的产品PRODUCTS YOU ARE INTERESTED IN
百分零部件网 设计制作,未经允许翻录必究 .
请输入账号
请输入密码
请输验证码